
This is a guest post by David Wu, MD-PhD candidate, UCSF Medical Scientist Training Program
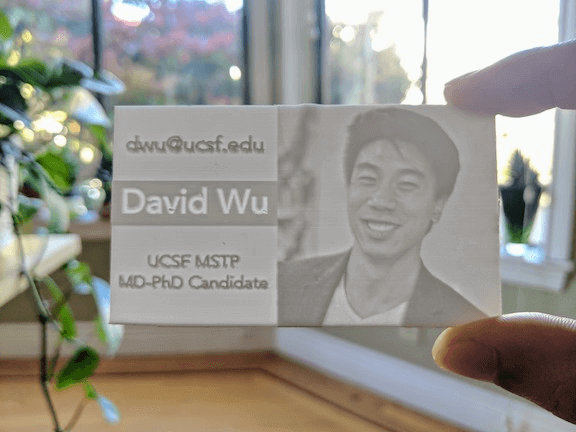
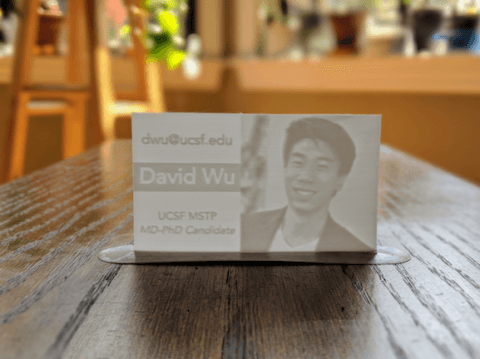
Hey! If this is what you’re here to learn about…
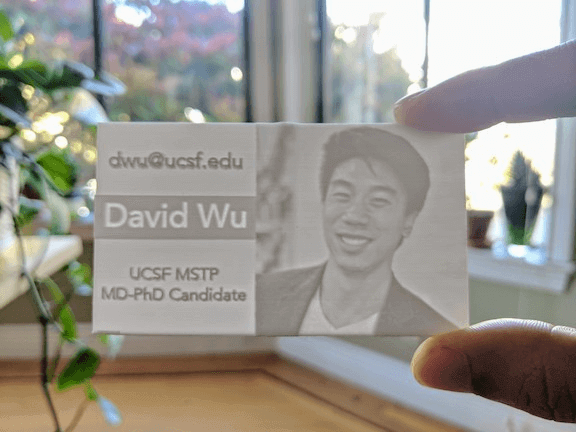
Here is the complete workflow for creating the 3D printed business card. All of the software in this guide is free, and you can easily adapt this method for photographs and other images. I’ve written this guide with the Ultimaker 2+ in mind, since we’ve had great success using it for lithophanes at the Makers Lab.
Step 1: Design your business card
Feel free to use professional vector image software such as Adobe Illustrator or Sketch, but to keep things simple (and free), I’ll use Google Slides.
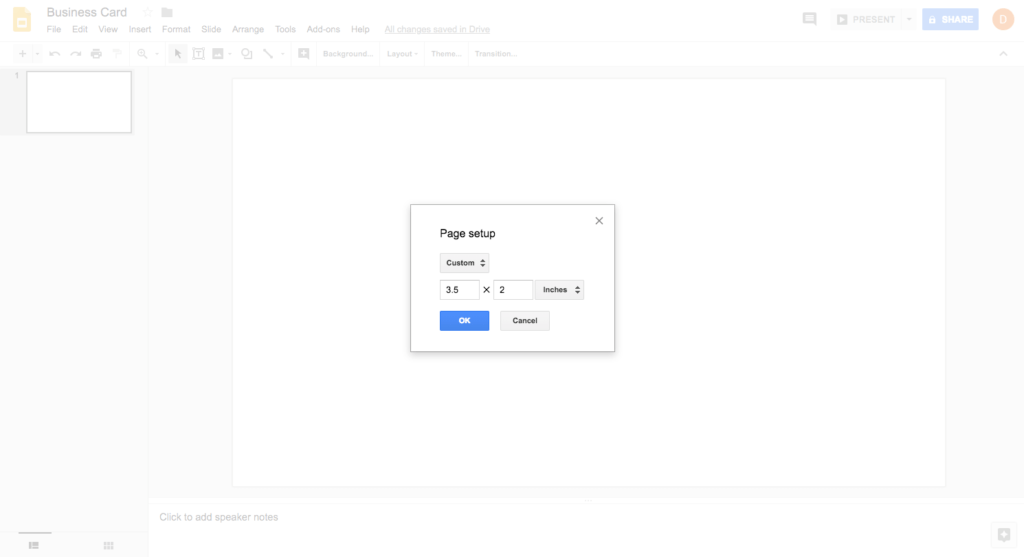
Set up the slide to your desired size (3.5 in x 2 in) under File: Page setup.
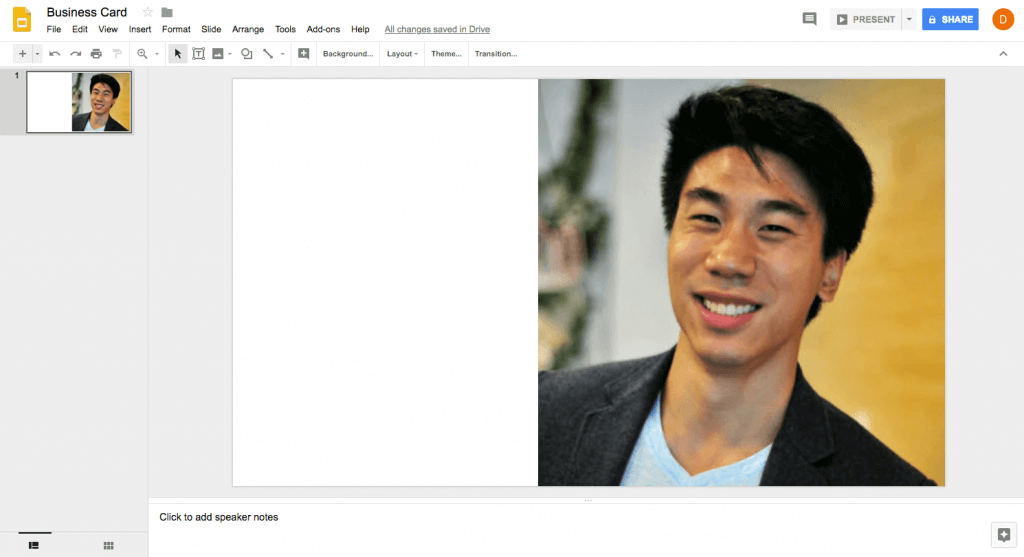
Insert your photo. Since the final card is small, make your image as big as possible!
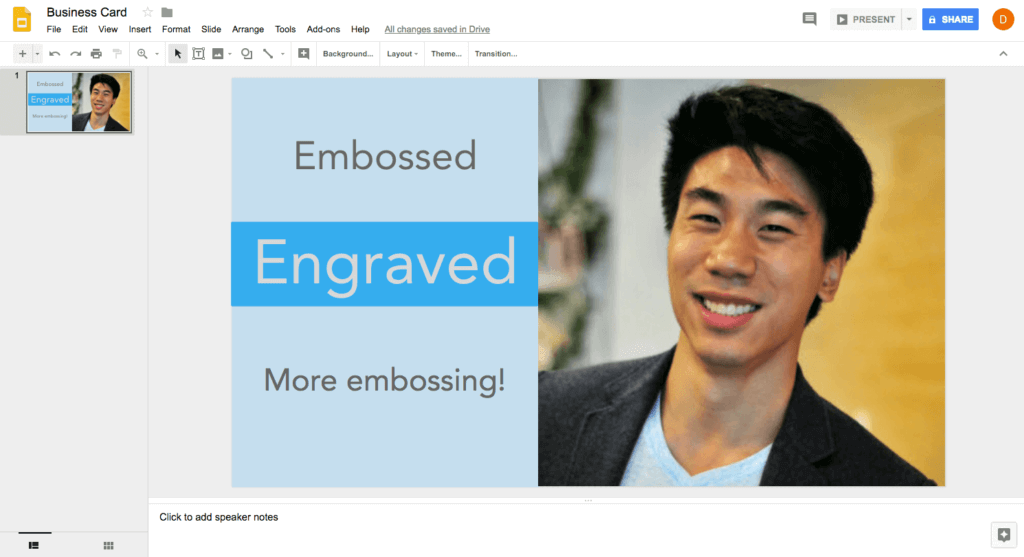
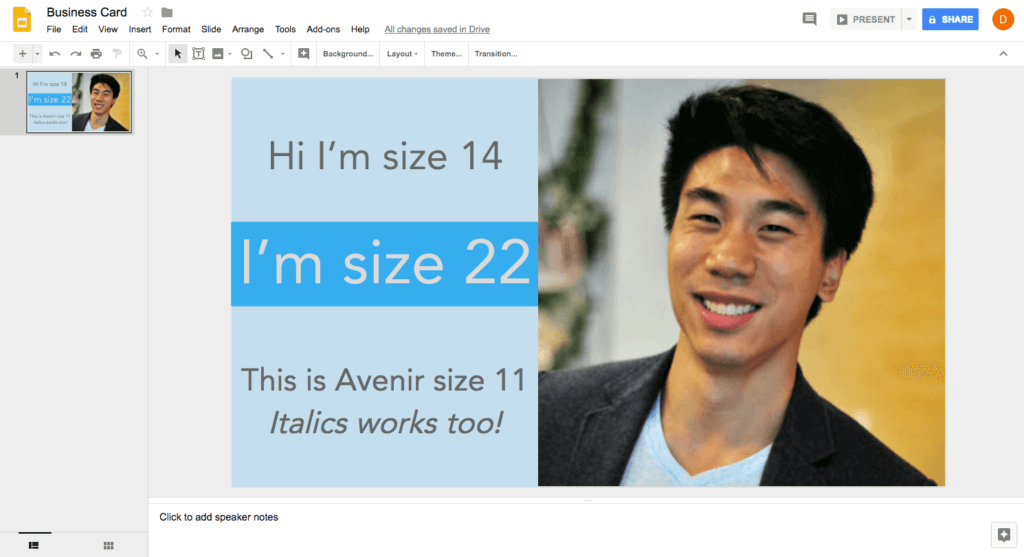
Add some text and background colors. As mentioned above, this is a 3D grayscale image so colors won’t show up in the final print (but see Advanced Tips). I like to add colors so the background isn’t too thin when printed. For related reasons, I typically avoid using black text.
Additionally, if you want the text embossed (raised), make sure the text is darker than its surrounding. If you want it engraved (recessed), add a darker text box around it.
When you’re done, go to File: Download as and select PNG.
Step 2: Convert to a 3D model
There are 2 ways I like to do this.
The super easy way: Open Ultimaker Cura and simply drag and drop your file in. You’ll have a few settings to change.
Here is what I recommend:
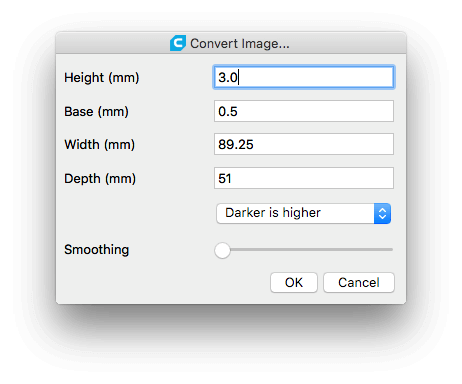
- Image Settings: Positive Image
- Model Settings: Maximum Size = 89
Refresh the model and download your .stl file. Drag and drop into Ultimaker Cura for the next step.
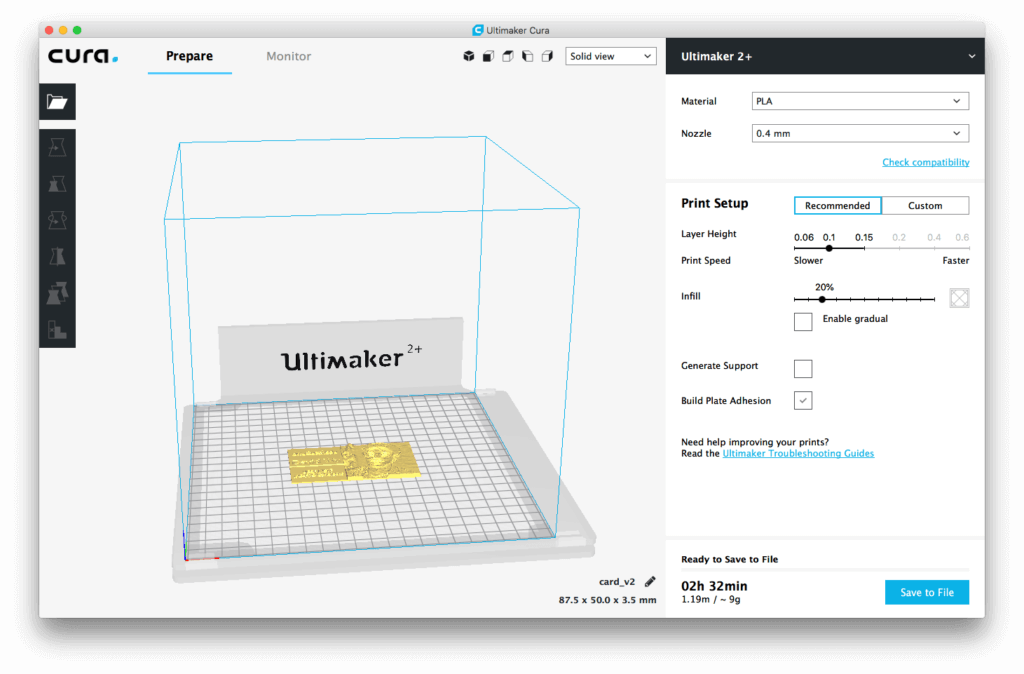
Step 3: Set up your print
This may be counterintuitive, but lithophanes typically come out much better when you print them standing up rather than laying flat on the build surface. If you don’t believe me, check out the Advanced Tips for the same design printed vertically as well as flat.
Your business card will start out looking like this:
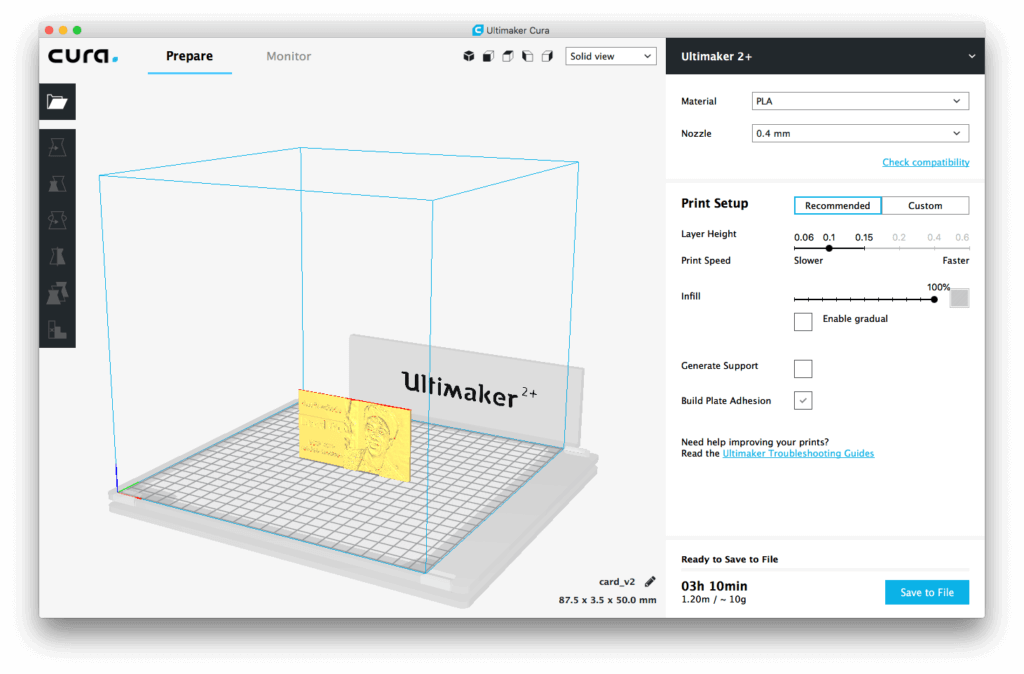
Rotate it 90 degrees to look like this.
Converting to Grayscale
You don’t need to convert your design to grayscale, but it can help you visualize how your final lithophane will look. To do this for free, upload to your .png to Google Photos and throw on one of the grayscale filters on (Eiffel, Vogue, or Vista). You can adjust additional settings (brightness, contrast, etc) if you please. When you’re happy, download the edited image and proceed to step 3.
Material
We typically use PLA, though other materials can also work. My main suggestion is to avoid “transparent” materials such as T-glase and even crystal PLA, as the lithophane effect depends entirely on the thickness of the print being directly correlated to the amount of light passing through. Opaque materials such as ABS also don’t work well.
Printer
We get amazing results on the Ultimaker 2+, but I’ve also had success on a number of other printers including the Original Prusa I3 MK3 as well as the Creality CR-10. Some limited attempts on LulzBot printers haven’t produced great results, but if you find otherwise, please let us know and send us your print settings!
Color
While white PLA is commonly used, in fact you can use all sorts of colors – I’ve used red, yellow, and blue before, which produce nice effects. Dark gray and black don’t work quite as well. Neither do certain infused PLA filaments (e.g. woodfill or metal composites). Milky white tends to work better than a flat white.
Colorizing Lithophanes
If you want a colored lithophane, you can actually achieve this effect by coloring the back with markers. Some say this detracts from the simplicity and beauty of the medium, which I tend to agree with. Though I haven’t had great success doing this myself, I’ve seen some mesmerizing examples online.
Thickness
Even with a fat wallet, at 3 mm, you won’t be carrying many business cards! So how thin can we go and still get a nice result? I’ve gotten excellent results with a 2mm total thickness:
Here is the same card, printed in different orientations at different resolutions (hover over image to see settings and print time).
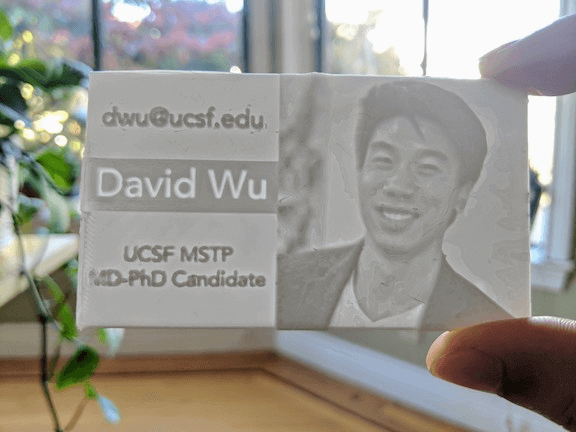
You can see the flat print has a more “topographical” effect, while you if you look closely you can make out the layer lines in the vertical print. If you prefer the topographical effect, by all means go for it.
Here are some more resolutions (hover over image to see settings and print time).